Battery Welding Technology Comparison
Wrote by Lu Qihui
1,Battery Cell Welding
Batteries have become an indispensable part of daily life, powering an increasing number of portable devices such as electronic equipment, wireless power tools, energy storage, hybrid and electric vehicles.
Common battery cell types include cylindrical cells, rectangular aluminum-bodied cells, soft-wrapped cells, and super-capacitors.
Welding techniques inside battery cells include: electrode welding (tab welding), electrode and terminal (tab to terminal connections), terminal (connector) and top cover welding, top cover seam welding, and sealing nail welding, as shown in Figure 1.
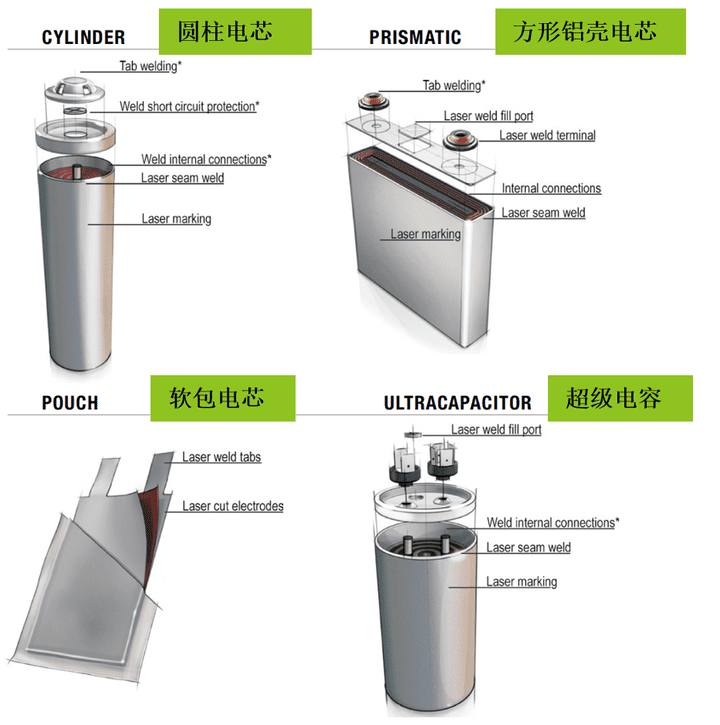
Figure 1: Common battery cell types
2,Battery Pack Welding
Currently, battery pack configurations are as shown in Figure 2.
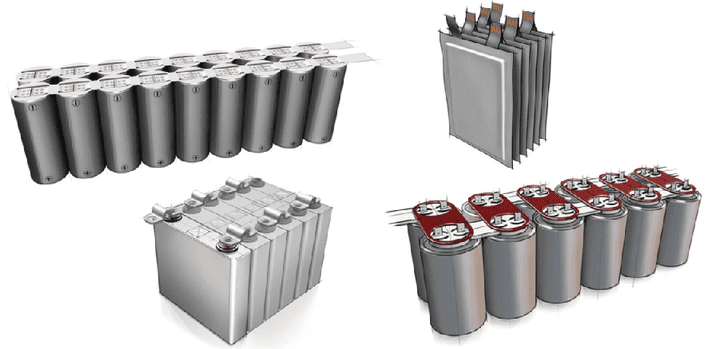
Figure 2: Common battery pack configuration [2]
Welding techniques involved in battery pack assembly include: positive and negative terminal and collector plate welding (Terminals to collector plate welding), and collector plate to busbar connections (collector plate to busbar connections).
3,Welding Technologies
The welding requirements for each process in the battery manufacturing process depend on the specific type, size, and capacity of the battery. Typical welding techniques include: resistance welding, ultrasonic welding, Micro-TIG welding, and laser welding. Which one is usually determined by the specific type of welding required and production requirements.
3.1 Ultrasonic Welding
Under high pressure, ultrasonic vibration is transmitted to the components to produce a “fabric” texture connection. This process does not melt the metal and is a “cold welding” process. It is commonly used for welding the positive and negative electrode tabs of battery cells, which are composed of aluminum foil and copper foil.
3.2 Resistance Welding
Resistance welding is a thermal electric process. In this process, the electrode presses against the component with a certain pressure, and current passes through the electrode and the component, generating heat at the connection point of the component. The heat-affected area is very small, and the welding pressure required is also small. It is suitable for metal welding applications ranging from fine metal wires to sheet metal parts.
3.3 Micro-TIG
Tungsten inert gas welding (TIG), similar to resistance welding, utilizes an electric arc generated by a power supply between a tungsten material electrode and the workpiece to produce heat for welding. Micro-TIG welding is a non-contact welding process that produces high-quality seams and has the smallest heat-affected area. It is suitable for welding conductive metals and different metals, and is a perfect choice for welding small components.
3.4 Laser Welding
Laser welding is a relatively new technology that did not enter the manufacturing market until the mid-1980s. Lasers provide high-intensity light sources that focus on very small diameters, quickly melting metal. Laser welding is a non-contact welding process suitable for all shapes of joints and various materials. Its advantages include small heat-affected areas, flexible welding size changes, and high-speed welding.
4,Advantages and Disadvantages of Each Technology
| Welding Technology | Advantages | Disadvantages | Battery Cells |
| Ultrasonic Welding | Economical and does not require additional pressure-tight mechanisms. The welding head presses against the material, and the welding pressure can reach 4000N, resulting in a dense weld. The welding time is relatively fast (0.2-1s) and the welding pressure and depth can be monitored. Online monitoring of the number of electrode layers is possible. | Requires a rigid support below the welding piece, and the bottom mold is equipped with teeth. Therefore, it is not possible to weld hollow structures and multi-layer metal plates. | Applicable Cylindrical Cells, Rectangular Aluminum Shell Cells and Soft Pack Cells |
| Resistance Welding | This technology has been applied in the battery industry for 40 years and has undergone several technological innovations. Closed-loop control, economical, and does not require additional pressure-tight mechanisms. A single electrode can provide pressure up to 200N. Current, welding displacement, and electrode pressure can be monitored. Welding time is about 1s. | Cannot weld nickel-plated copper electrodes. If the thickness of the nickel electrode is greater than 0.18mm, the structure of the nickel electrode needs to be modified. | Cylindrical cells, small-sized rectangular aluminum shell cells |
| Micro-TIG | Non-contact, excellent performance for copper welding, with a wide process window that is adaptable to certain parts’ size errors and assembly accuracy. In some cases, it can replace high-power laser welding. | Suitable for small components | Cylindrical cells, rectangular aluminum shell cells and soft packaging cells |
| Laser Welding | Non-contact, high-speed welding, welding time <100ms (depending on the application, welding time may also be 1-2s) The welding thickness of the electrode can reach 2mm, and the penetration depth of welding can be precisely controlled for welding different metals, including aluminum and aluminum, aluminum and steel, copper and steel, copper and aluminum. | Welding quality monitoring is a challenge. Generally, an additional CCD sensor is needed to detect the appearance quality of the welding, and the entire laser and CCD detection system is expensive. | Cylindrical cells, rectangular aluminum shell cells, soft packaging cells, and super capacitors |
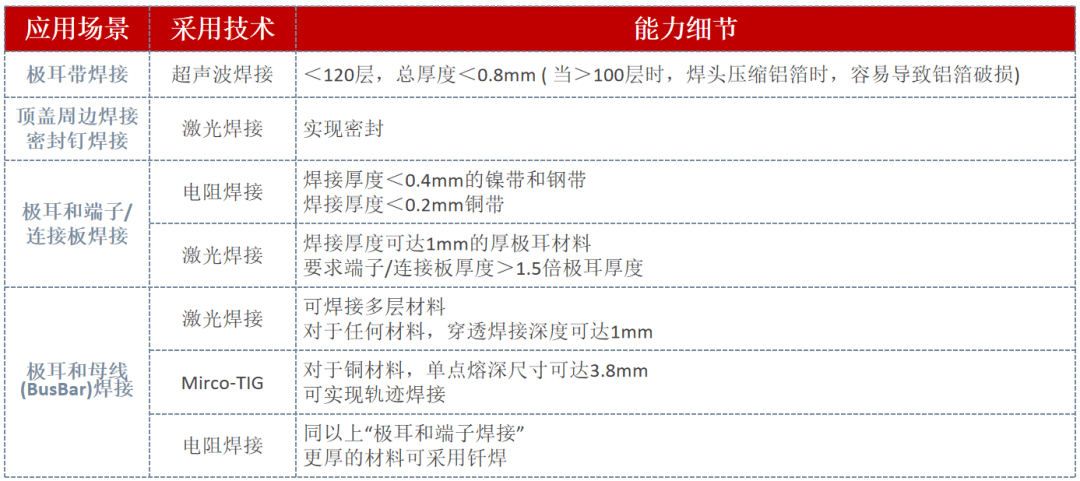
5,Application Scenarios and Abilities
Nickel Strips you may need? >>






